Mobile plant recycling of IBA
A modular, mobile recycling plant enables rapid transport as well as swift installation and commissioning at the desired location. The technical units are designed for combined operation and can serve both as a solution for temporary processing campaigns and as a short-term alternative to a stationary plant. Ideal conditions are found at sites located directly at the point of waste generation or disposal, such as Waste-to-Energy plants or landfill sites. Similar to a stationary processing plant, the mobile concept incorporates the key process steps for separating ferrous metals, non-ferrous metals and mineral fractions from incinerator bottom ash (IBA).
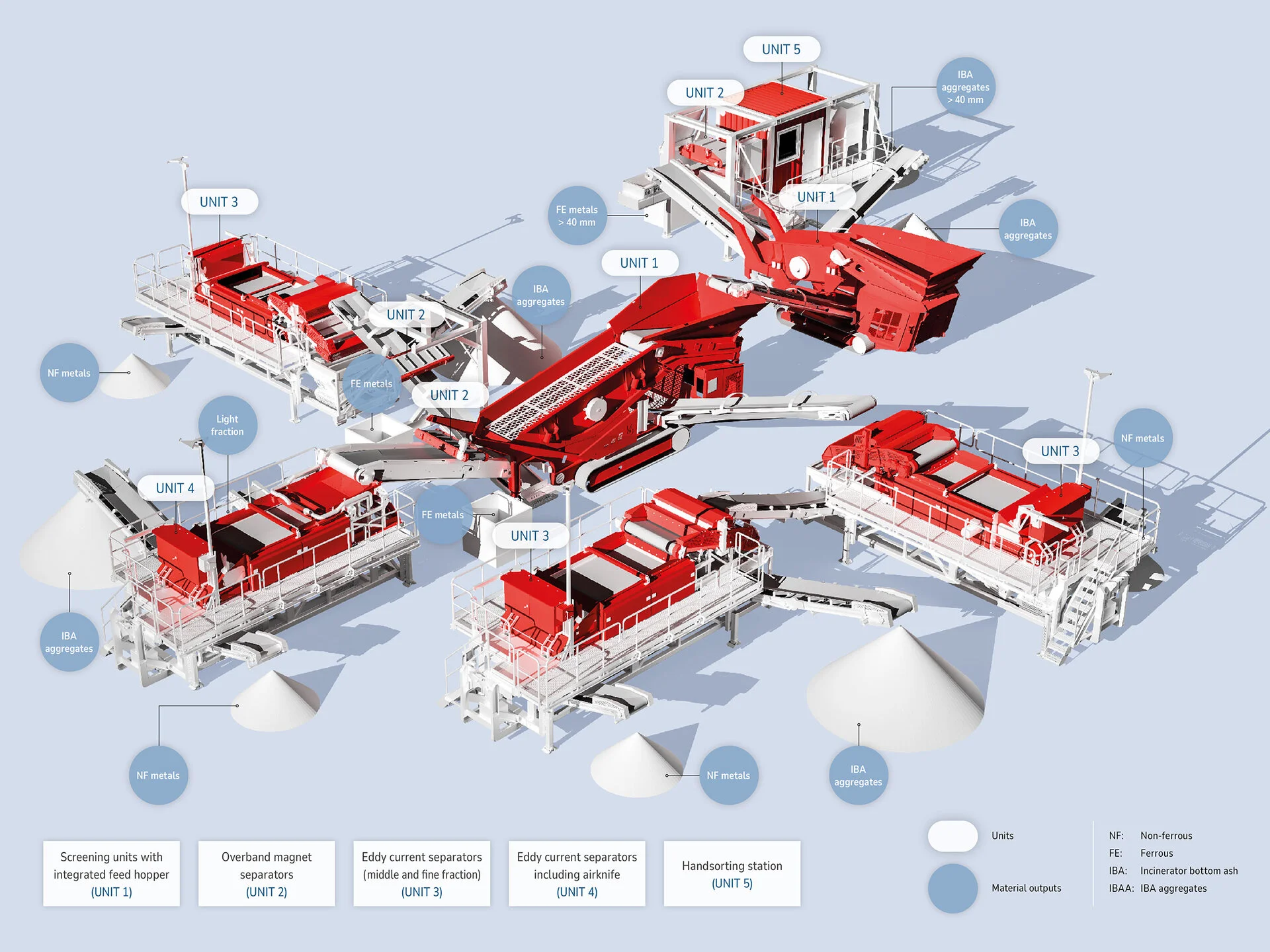
Screening // Material classification
The mobile screening plant is the starting point of the processing. In the first stage, the bottom ash is separated into an oversize fraction larger than 40 mm and a fine fraction of 0–40 mm. This is followed by further classification into the particle size ranges e.g. 0–4 mm, 4–12 mm and 12–40 mm.
The separation of the individual particle size fractions enables targeted downstream processing in the subsequent stages of the IBA treatment. The screens used operate with different screening decks and conveyor belts for material classification and transfer.
Drum and eddy current // Combined metal recovery
The coarse grain fraction is processed using a combination of magnetic separation and eddy current technology. Ferrous metals are separated magnetically, whilst non-ferrous metals are separated by eddy current separators.
Optionally, an air knife can be used prior to eddy current separation to remove light components, such as plastics, from the material stream. The remaining mineral fraction is then fed into a sensor separator, which separates the remaining metals – in particular stainless steel particles – from the material stream.
Eddy current and air knife // Optimum non-ferrous metal separation
Separate eddy current modules are used for the medium and fine grain fractions. The material is distributed evenly across the conveyor belts and passed over magnetic drum separators to remove magnetic components prior to eddy current separation.
The downstream eddy current separators then extract the fine non-ferrous metals from the material stream. For the fine fraction, an additional cascaded separation stage is provided to recover further metal particles. The individual material streams are discharged individually following separation.
Overband magnet // Continuous ferrous metal separation
Overband magnets are used at various points in the plant design to continuously separate ferrous metals from the material stream..
The magnetic separators are located directly above the conveyor belts and serve both to recover ferrous metals and to protect downstream plant components. Depending on the plant configuration, different particle size fractions are subjected to magnetic separation.
Manual sorting // Screening the coarse material
The oversize fraction, with a particle size exceeding 40 mm, is fed to a manual sorting station. Following preliminary magnetic separation, the remaining materials are screened and sorted there.
The sorting station is designed as a mobile container unit and comprises conveyor systems, sorting areas and integrated control and supply units. The aim of this process step is to remove contaminants and, in addition, to recover reusable components from the coarse fraction.
Opportunities for mobile processing
Considering mobile solutions for the treatment of IBA can unlock currently untapped resource potential in the Waste-to-Energy (WtE) industry. Exemplary opportunities:
- Need for temporarily or permanently higher processing capacities
- Erection of a new IBA processing plant at very short notice and/or on a limited area
- Add-on to an existing processing plant to improve recovery rates and outgoing material qualities
- Requirement of low-capacity WtE installations for a stand-alone IBA processing option
- Recovery of untapped IBA residues deposited at a landfill site
For these and other conditions, REMEX will suggest processing options. Our experts are engaged from the beginning of the discussions, identifying the feedstock potential and defining the most suitable treatment strategy.
Partnering with REMEX
As leading market player for IBA recycling, our services leverage various economic and ecologic synergies. Customers profit from REMEX’ financial strength and extensive market know-how as well as our long-standing expertise in the operation of IBA treatment facilities and management of all process related by-products. To learn more about our value-added services for the WtE industry, click here
For REMEX, the recovery of minerals is just as important as metal recovery. If you would like to find out more about our secondary aggregates produced from IBA and their potential applications in the construction industry, please visit our brand website GRANOVA